

Views: 10 Author: Site Editor Publish Time: 2020-04-30 Origin: Site
In recent years, the DC filter capacitors of the metallization film and the metal division technology on the film have been greatly developed. Thin film manufacturers have now developed thinner films and improved metallization of the segmentation technology, which has helped the development of such capacitors. Polypropylene film capacitors can cover the voltage range of 600VDC to 2200VDC more economically than electrolytic capacitors. The many advantages of film capacitors make it a trend to replace electrolytic capacitors in the industrial and power electronics power conversion markets.
Its advantages include:
1. Ability to withstand high effective current
2. Can withstand overvoltage twice the rated voltage
3. Can withstand reverse voltage
4. Ability to withstand high peak current
5. Long life, can be stored for a long time
This substitution is not a substitution of "micro-fa to micro-fa", but a functional substitution. Despite the rapid progress of membrane capacitor technology, but not all applications can replace electrolytic capacitors.
Electrolytic capacitor technology:
The maximum nominal voltage of a typical electrolytic capacitor is 500 to 600V. When higher voltage is required, the user must use multiple capacitors in series. At the same time, since the insulation resistance of each capacitor is different, the user must connect a resistor to each capacitor to balance the voltage. In addition, if a reverse voltage exceeding 1.5 times the rated voltage is applied to the capacitor, it will cause a chemical reaction inside the capacitor. If this voltage lasts long enough, the capacitor will explode, or the electrolyte will flow out as the internal pressure of the capacitor is released. To avoid this danger, the user must connect a diode in parallel to each capacitor. In certain applications, the anti-surge capability of the capacitor is also an important indicator for investigating the capacitor. In fact, for electrolytic capacitors, the maximum surge voltage allowed is 1.15 or 1.2 times that of VnDC (better electrolytic capacitors). This situation forces the user to consider the surge voltage instead of the nominal voltage.
DC support filtering: high current design and capacitance design:
a) When using battery power supply, the application is tram or electric forklift.
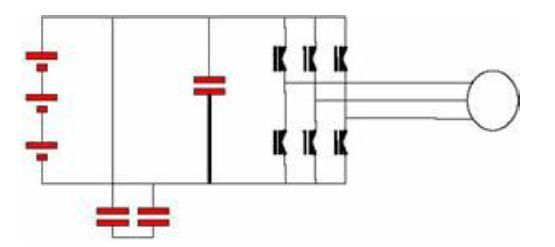
In this case, the capacitor is used for decoupling. Film capacitors are particularly suitable for this application. Because the main criterion of DC support capacitor is the bearing capacity of effective value current. This means that the DC support capacitor can be designed with rms current. Taking tram as an example, the required data:
Working voltage: 120VDC
Allowable ripple voltage: 4Vrms
RMS current: 80 ARMs @ 20 kHz
The minimum value is:
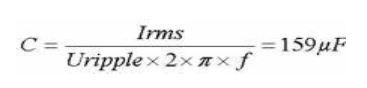
In membrane capacitors, it is easy to find close capacitance values.
Compared with electrolytic capacitor: Taking 20 mA per μF as an example, in order to withstand 80A effective value current, the minimum capacitance value is:
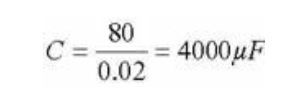
Voltage rating:
For applications requiring high rated voltage, the solution of membrane capacitor is undoubtedly very advantageous. However, if high capacitance is required, the competitiveness of the film capacitor solution will be weakened. Indeed, if there is no overvoltage, the effective value current is very low, and at the same time, a large capacitance value is required. In applications below 900V, the film capacitor is difficult to compete with the electrolytic capacitor.
Life calculation:
Membrane capacitors allow a very long life expectancy, and the length of their life is determined by the load voltage conditions (working voltage) and hot spot temperature. For the DC filter capacitor, its life meets the following curve:
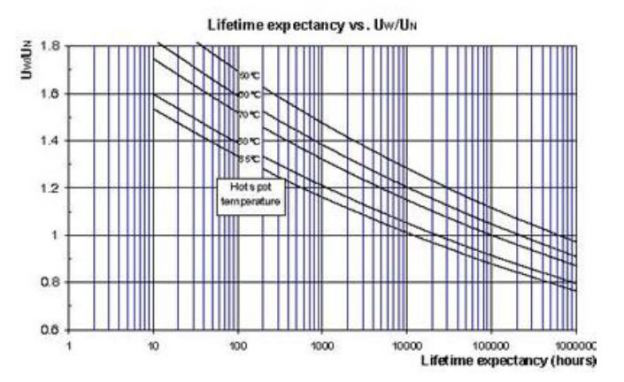
We can see from these curves that the design life of the membrane capacitor is 100,000 hours when the operating voltage is the rated voltage and the hot spot temperature is 70 ° C. The end-of-life criterion is a 2% reduction in capacitance. However, this is the theoretical value at the end of life because the capacitor can still be used after reaching this point. If a 5% capacity reduction is allowed in the application, the life will be significantly increased.
in conclusion:
Above we have provided technical reference for engineers to design optimization, in actual application still need complete calculation. However, if the design requires low voltage, low effective current, no reverse voltage, and no peak current, then the film capacitor technology is not suitable. But if the design requirements are high voltage, high effective current, reverse voltage and overvoltage, as well as peak current and long life requirements, then polypropylene metallized film capacitor is the best choice.